Mandrel Manufacturing for a Large OEM10
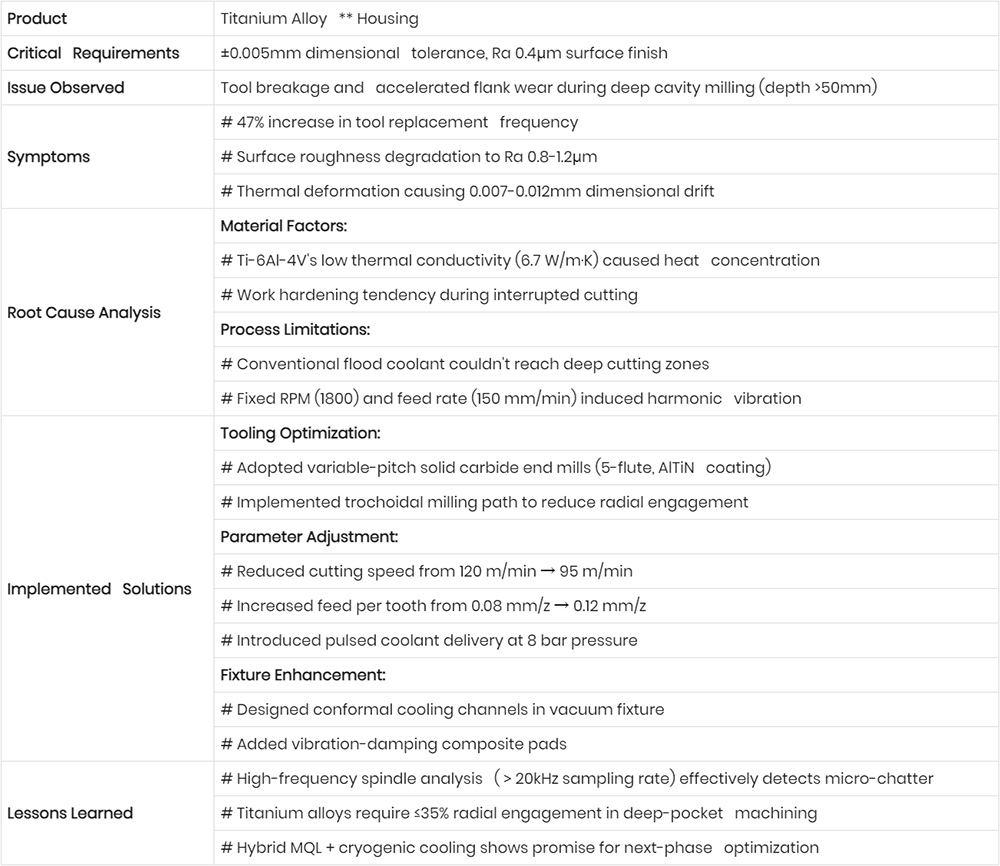
| Product | Titanium Alloy ** Housing |
| Critical Requirements | ±0.005mm dimensional tolerance, Ra 0.4μm surface finish |
| Issue Observed | Tool breakage and accelerated flank wear during deep cavity milling (depth >50mm) |
| Symptoms | # 47% increase in tool replacement frequency |
| # Surface roughness degradation to Ra 0.8-1.2μm |
| # Thermal deformation causing 0.007-0.012mm dimensional drift |
| Root Cause Analysis | Material Factors: |
| # Ti-6Al-4V's low thermal conductivity (6.7 W/m·K) caused heat concentration |
| # Work hardening tendency during interrupted cutting |
| Process Limitations: |
| # Conventional flood coolant couldn't reach deep cutting zones |
| # Fixed RPM (1800) and feed rate (150 mm/min) induced harmonic vibration |
| Implemented Solutions | Tooling Optimization: |
| # Adopted variable-pitch solid carbide end mills (5-flute, AlTiN coating) |
| # Implemented trochoidal milling path to reduce radial engagement |
| Parameter Adjustment: |
| # Reduced cutting speed from 120 m/min → 95 m/min |
| # Increased feed per tooth from 0.08 mm/z → 0.12 mm/z |
| # Introduced pulsed coolant delivery at 8 bar pressure |
| Fixture Enhancement: |
| # Designed conformal cooling channels in vacuum fixture |
| # Added vibration-damping composite pads |
| Lessons Learned | # High-frequency spindle analysis (>20kHz sampling rate) effectively detects micro-chatter |
| # Titanium alloys require ≤35% radial engagement in deep-pocket machining |
| # Hybrid MQL + cryogenic cooling shows promise for next-phase optimization |
Mandrel Manufacturing for a Large OEM9
Mandrel Manufacturing for a Large OEM8


 WhatsApp
WhatsApp  WeChat
WeChat